天津萨博科技发展有限公司
电话:+86-022-87895756
手机:13820270926
地址:天津市滨海新区大港安港三路130号
邮箱:TJLHJ@QQ.COM
Q Q:490161451
一、设备特点
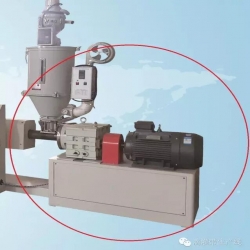
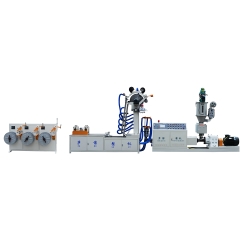
单翼迷宫式滴灌带制造机械由电控系统、传动系统、挤出系统、成型系统、牵引系统、收卷装置组成。工作时将配比好的多组份塑料原料放入挤出机中充分熔融,经挤出模具挤出、测径仪定径后进入成型轮,其迷宫型腔在成型轮中完成真空定型和冷却,成型后的制品经切刀切分后,分成两条,经冷却风道进入冷却水箱完成最后的冷却,已经成型的制品经牵引机送入收卷机。收卷机可同时卷取两条滴灌带,张力自动调整。收卷长度在一定范围内可随意设定,到达设定长度后自动声光报警。卷取机上设有排线器,使滴灌带排布整齐美观。整套设备由电控系统集中控制操作,驱动电机采用国内先进的变频技术,使设备运转稳定,且能耗低。挤出机采用硬齿面减速机和具有高硬度高耐磨性的优质合金钢制造的高效螺杆机筒,噪音小、寿命长、工作稳定。同时在挤出机上设有原料自动烘干及自动加料装置,增强了设备对原料的适应性,而且大大降低了工人的劳动强度。为了适应再生塑料颗粒加工,在挤出模具处目前采用的横向长效换网器,极为方便,使用又安全,并且大大延长了挤出模具的换网时间、使用再生料,由原来的2、3小时延长到8-20小时,提高了工作效率、减少了废品的产生。在成型系统上,成型轮采用不锈钢制造,并在内部设有循环冷却水道,真空的吸附采用水环式真空泵完成,加上外部的强冷装置,大大加强了制品的成型及定型效果,提高了生产速度和工作稳定性,环境温度适应性更强。
二、基本使用条件
1.基础设施
厂房高度(指房内)不宜低于3米,且应具有良好的密封及通风功能,室内温度以5~15℃为宜。房内应清洁干净,不允许有灰尘及其它杂物。
地面平整,有不低于375px的水泥坚固层。厂房面积及规划应根据自身情况及所购设备的台数确定。
2.冷却用水
冷却水水温直接影响滴灌带的冷却速度,水温不高于15度为宜,且要经过100目滤网过滤,水压不低于0.3Mpa,水量不低于2m3/h。为防止成型轮和压轮内部结垢,最好使用软化水。当水温升高时,设备也能稳定生产,但生产速度会相应下降。在没有使用软化水的情况下,成型轮和压轮的水道内会结垢,要在每一个生产季过后进行专业的清理维护。
3.电力供应
电源为380V,50Hz,该设备每台的装机总容量为35kW。在设备的安装调试前应做好设备电力增容准备并将稳定的安全的电源引入设备配电箱安装位置,做好漏电保护措施,安装时一定要连接地线,以确保人身安全。
三.设备安装完毕后需要重点检查和调整的部位
(1) .将设备固定在平整的水泥地面上,并调整达到水平。
(2).长效网与挤出机料筒是通过法兰进行联接的,法兰的紧固螺丝在紧固时必须进行均匀紧固,边紧固边用卡尺测量,使两块法兰之间保持间隙的均匀,防止漏料。长效网与挤出模具上节联接的接头为螺纹连接,必须拧紧,否则有可能漏或损坏挤出模具的连接螺纹。
(3).在安装成型轮及成型轮电机时一定要保证成型轮主轴轴线与驱动电机轴线相平行,以确保两齿轮的良好啮合。
(4).挤出机电机角带的松紧程度是否合适;
(5).挤出机电机、真空泵、牵引电机、收卷力矩电机、干燥料斗、真空上料 机、电器元件运转方向是否正确、工作是否正常;
(6).打开测径仪,观察是否有气体产生;
(7).水源是否达到要求的压力,各水路是否畅通、有无渗漏现象;
(8).调整挤出机挤出模具口模与芯棒的间隙,使整个圆周内的间隙达到均匀;
(9).调整成型轮与压轮的相对位置使两者达到均匀贴合;
(10).用吊线的方法调整成型轮迷宫中线与挤出机挤出模具出料中心线对正;
(11).向挤出机减速机加注齿轮油并达到规定的油标位置,其它各注油部位加 注相应的润滑脂。
四、工艺流程及质量控制要点
1、工艺流程
2、滴灌带质量控制要点
(1)压轮中心要与成形轮中心对正,且相压合的两平面要平行。否则会出现膜泡内粘或粘结断续不牢固
(2)测径仪所显示的直径数据是膜管没有定径以前的数据,并不是生产的滴灌带的最终数据,所以在生产工艺有大的变化时(原料配比或温度),测径仪数据要相应调整,直至测量的成品达到要求为止
(3)正常生产时成形轮的温度不宜过低,过低时在滴灌带的迷宫一侧会产生小的凹坑,最好将成形轮温度控制在35-45度
(4)生产速度不能太慢,生产速度过慢会导致膜泡在成形轮上不能充分吹起,形成膜泡内粘
(5)观察挤塑电机连接是否正常,成型轮调整导轨是否正常;
(6)生产中使用的塑料颗粒要经过充分干燥,否则滴灌带生产过程中会产生漏洞,干燥料斗会减少原料中的水分,但不能完全消除,加入到干燥料斗之前的原料预干燥程序必不可少,可采用在干燥环境中长时间自然干燥,也可用带干燥功能的大型混合机干燥
(7)压辊牵引机的上压紧弹簧不能压的过紧,否则滴灌带在经过压辊时迷宫会有所变形,对滴水量造成影响
(8)、设备用料及配方
原料名称 | 熔融指数(g/10min) | 用料比例 | 备注 |
高密度聚乙烯 | 0.1-0.9 | 50% | |
线性低密度聚乙烯 | 0.9-3 | 30% | |
低密度聚乙烯 | 0.6-2 | 15% | |
黑色母料 | 2% | ||
防老化母料 | 2% | 防老化、防紫外线 |
大部分滴灌带用回收料和新料混合料生产,回收料分两种,一种是用使用过的滴灌带粉碎清洗后造成的塑料颗粒,和这种原料配的新料也要按上表比例配。另一种回收料是市场上其它原料(如薄膜、塑料管等)回收造成的塑料颗粒,使用这种回收料时,首先要分清原料是高密度聚乙烯、低密度聚乙烯还是线性低密度聚乙烯,然后再按上表比例配新料使用,切不可掺加PVC、PP原料
五、设备在生产过程中的注意事项
(1).设备在生产过程中的正常停机:首先,依次将挤出机、成型轮、牵引机、收卷机的运转速度降至零;其次将成型轮压轮抬起,切不可让成型轮与压轮直接接触运转;然后依次关闭真空泵电源、风机电源、总电源、进水阀门。
设备在生产过程中的紧急停机:生产过程中如果发生意外情况,只需按下主机电器控制柜上的“急停按钮”,主机及成型牵引机就会立即停止工作;然后再由专业的操作人员按下收卷力矩电机电源启闭开关,整套设备就停止运转了。
(2)更换过滤网:当滴灌带膜泡频繁出现漏洞或生产的滴灌带在工艺参数没有改变的情况下壁厚变薄时需要更换过滤网.换网前,应先将裁剪好的过滤网和必要的工具准备好,以便于节省时间。换网时,应先按要求停机,然后快速将取下来的长效过滤网上附着的塑料清理干净,然后拆下过滤网,将新的过滤网缠绕并用铁丝固定好后进行装配。长效网装配好后应视换网时间使长效网加热10~20分钟再开机生产,当然最好的方法还是安装压力传感器。
(3)每次调整设备各部位运转数据时都要同时对所生产出的滴灌带进行检查,直至调整达到规定的要求后方可收卷。
(4)设备的操作工要每天记录设备的生产数据,以方便于生产过程中的参考使用,同时通过对生产数据的记录也可以及时了解设备的使用性能。
六、生产过程中注意的安全问题
设备中安装的电器、传动装置、剖刀等部位都设有防护罩,操作人员要严格按照警示标志图中的提示进行操作,以防发生意外!
1、如果料温未达到设定值和保温时间不够,请勿开动挤出机。
2、由于挤出机的长效网和机头是外露的,因加热致使其温度较高,操作过程中注意防止烫伤。
3、开机时因挤出原料是温度较高的,需佩戴加厚纯棉手套,操作过程中注意防止烫伤。
4、由于成型轮与压轮生产时是无间隙配合,且压轮有配重体,较重,引机操作过程中注意防止成型轮与压轮挤压手指。
5、操作上剖刀时需注意防止刀片伤手。剖刀:我公司已改成平行进刀,刀的最长位置处在刀的刃部,紧挨传动辊处。
6、三道棍牵引机,上下胶辊也是无间隙配合,引机操作过程中,注意防止上下胶辊的挤压,更需防止没过三道棍牵引机前,避免滴灌带在手上缠绕。
7、收卷机换卷操作过程中,松开收卷锁母时需拿紧,防止锁母掉落砸伤。
8、换网操作过程中注意防止烫伤。
七.设备的维护和保养
1、设备不允许在无人看管下生产,并应由熟悉操作工艺的人员进行操作,新职工需经严格培训后方可上岗操作。
2、设备因停车等原因中断工作,即使时间较短,也必须加热机筒及挤出模具等相应加热部位后方可重新启动,以免设备损坏。
3、操作职工每次交接班时都应对设备表面油污积水等杂物进行擦净,设备上建议不要摆放、堆放杂物,以对设备进行保护。对设备的各水路、气路、润滑点、电器仪表等部位进行检查维护。
4、加料过程中严禁各种金属及杂物进入料筒,以免损坏螺杆,建议在料斗中安装磁力架。
5、设备在0℃以下使用时,如需停机超过20分钟以上时必须将真空泵、玻璃转子流量计、成型轮及成型轮压轮、冷却水箱、各输水管路的水排放干净,并用压缩空气吹净以防冻坏。
6、真空上料机要视使用环境定期清理空气滤芯,定期检查碳刷磨损情况并及时更换。
7、如真空泵所使用的工作液(水)较硬,应定期用草酸或其它水垢清洗液对真空泵进行清洗。
8、测径仪的玻璃是保护相机镜头使用,如同我们带的眼镜,要定期用软湿布进行擦拭,防止有灰尘遮挡光线。
8、设备的各传动部分需经常检查,并定时加注润滑油。(见附表)
附表一 注油点和注油周期 |
序号 | 注油点说明 | 润滑油种类 | 注油周期 | 备注 |
1 | 硬齿面减速机 | N220中压齿轮油 | 初次使用300~700小时换新油,以后每3000小时换一次 | 注润滑油至油标上油位,任何情况下,油位不应低于下油标位置 |
2 | 主电机与减速机联轴器 | 保证缓冲垫不破损 | 8小时/次 | 有无:听异响,查震动,看破损 |
3 | 真空泵 | 运转20000小时或最长3年后换新油 | 轴承自由空间的50%和轴承盖空间的65% | |
4 | 牵引机链条 | 20号机械油 | 7天/次 | |
5 | 摆线针减速机 | 极压工业齿轮油 | 首次运转300小时后,更换新油,以后3个月更换一次 | 油位不应超过油标上限,也不低于油标下线 |
6 | 收卷机链条 | 20号机械油 | 7天/次 | |
7 | 成型轮主轴联轴器 | 缓冲垫 | 10天/次 | 观察有无震动、破损 |
8 | 排线器导杆 | 20号机械油 | 4小时/次 |
八、常见故障及排除方法
故障现象 | 产生原因 | 处理方法 |
1.启动主电动机:主电动机不转或瞬间停机 |
1.主电动机电源未接通。 2.加热升温时间不足或某加热器不工作造成扭矩过大,使电动机过载 |
1.检查主电动机电源接线 2.检查各段温度显示并查找有关记录,确定预热升温时间 3.检查各加热器是否有损坏或接线不良 |
2.主电机转动但机头不出料 |
1.吸料机断料 2.烘干机下料口堵塞 | 1.保证料箱有充足原料 2.调整吸料管口有足够的料 3.清理下料口,减少杂质硬梗,增加筛网过滤 |
3.螺杆有转数显示但挤不出物料 | 1.料斗没有物料 2.加料口被异物堵住或产生“架桥”,不能下料 3.螺杆内掉进金属等坚硬物(如螺母)堵塞螺槽, 4.螺杆从加料段根部被扭断 5.螺杆、料筒温度过高,形成“抱轴”现象 | 1.向料斗内加料 2.排除料斗口的异物或排除“架桥”现象 3.如确认有物掉入,应拆机取出,排除障碍 4.检查从动轮是否转动,如转动正常且排除上述故障,则可能为螺杆扭断,应立即更换。 5.检查加热系统,降低入料口处温度 |
4.挤出制品中有污物 | 1.物料内有污物 2.挤出机螺杆积碳过多 | 1.更换物料 2.清洗螺杆、轻者可用螺杆清洗剂直接挤出清理;重者可将螺杆拆卸下来,人工清理 |
5.挤出机主电机电流波动大 |
1.某段加热器不工作,扭矩不稳 2.主电动机轴承润滑不好或损坏,震动大 | 1.检查各段加热器是否有损坏,如有,更换。检查各段加热器的接线是否正确或牢固 2.检查电动机轴承,加润滑剂或更换轴 |
6.挤出物料不稳 |
1.入料口架桥 2.电动机转速不稳 | 1.清除料斗下料口的架桥 2.检查主电动机机控制系统 |
7.膜厚不均 | 1.挤出模具口膜间隙不均 2.风环冷却不均 3.挤出模具加热不均 4.牵引速度变化 | 1.调整口膜间隙 2.调节出风口风量 3.检查挤出模具加热器 4.检查机械传动部件及压辊装置 |
8.膜泡不稳定成葫芦型 | 1.挤出温度过高 2.风环压力太大,位置不当 3.室内温度不均 4.牵引速度调节不均 | 1.调整挤出温度 2.调整风环 3.调整室温及附近压力 4.调整、检修机械传动及调速部分 |
9.表面有云雾和水纹 | 1.塑化不良 2.挤出量太多 | 1.调节挤出工艺温度 2.降低螺杆转速 |
10.鱼眼和僵块 | 1.塑化不良 2.滤网冲破 3.原料不合格 | 1.调整工艺温度 2.更换滤网 3.更换原料 |
11.气泡 |
1.原料潮湿 |
1.干燥原料 |
12.膜管不正 | 1.风环与挤出模具不同心2.成型轮与压轮的接触线不通过机头中心3.口模出料不均 | 1.调整风环位置2.调整辅机位置3.调整口模间隙 |
13.膜管带料线 | 1、在出口处有分解料及杂质2、口模碰伤 | 1.拆挤出模具清洗2.用油石修整口模 |
14.出料量逐渐减少 | 1.生产时间长,杂质堵塞滤网2.挤出机磨损,机筒与螺杆间隙增大 | 1.更换滤网2.修复或更新螺杆 |
15.杂质 | 1.原料不清洁 2.滤网冲破 | 1.更换原料 2.更换滤网 |
九、测径仪使用说明
1.将测径仪固定牢靠,防止脱落。
2. 打开电源,观察数据,在正常情况下,没有被测物时,显示是两个镜头边缘距离,大概是31--32毫米,如果显示>50,此测径仪必须检查,观察是否视窗有污渍,是否变形等。
3. 打开电源,观察测径仪数据,在10秒钟内如果显示例如FXX或DXX,说明测径仪放偏,应该松开固定测径仪下面的螺丝,向前或者向后轻轻移动,数据越小越好,如果偏差小于2毫米,测径仪则不提示位置放偏。
4. 如果测径仪在生产的滴灌带质量允许情况下,经常报警,操作员可以先关闭电源,然后用一只手指按住调整按键(加或者减均可),同时用另一只手打开测径仪电源,测径仪将进入报警偏差调整界面,可以通过加或者减,调整报警灵敏度。
5. 我厂生产的测径仪使用的电磁阀是由美国原装进口,不可拆卸的,请尽量不用随意拆卸,否则气量将难以控制。
6. 测径仪可以和测宽仪联动闭环控制,能够提高滴灌带产品质量。
十、挤出模具模口间隙调整方法说明
1、模口调节螺钉 2、模口 3、芯棒 4、模口紧定螺钉
调整方法:
如若图中A处环形间隙最小,B处环形间隙最大,则应把E处调节螺钉松开,F处的调节螺钉拧紧,C处的调节螺钉稍松,D处的调节螺钉稍紧。直至模口和芯棒的环形间隙均匀。
注意:
1、生产前应尽量先把模口、芯棒间隙调匀,可以减少生产中由于调节间 隙而产生的废料。
2、模口紧定螺钉不要压得太紧,以免调节时因压力大而调不动。
十一、成型轮真空气道堵塞物清理办法
1、件1为轴用弹性挡圈(外形如图),用外卡簧钳将其拆下,拆下件1后,件2及内部弹簧、弹簧外护套和件3都能拆下,此时能看到件4,件4为聚四氟乙烯塑料板(黑色),与件3用螺钉连接在一起,塑料板与件3连接处用专用密封胶密封。塑料板上有一排小孔,位置与件3上的真空抽气槽相符,这一排小孔为真空过气孔,用Ф4钻头清理小孔中的污物,清理完后,把它用塑料薄膜包好放在一边备用。最后清理成型轮内部真空气体流道中的堵塞物,用0.6-0.8MPa压缩空气吹真空成型槽(在成型轮外圆表面,用于使滴灌带迷宫成型的槽),把堵塞真空气体流道的污物吹至成型轮体与塑料片磨擦面的小孔处,然后用钻头清理小孔。反复进行清理,直至小孔没有污物为止。如小孔太脏,要用清洗剂进行清洗。
2、清理完后组装,组装方法:将成型轮与塑料板磨擦的一面向上垫稳,装上件3,再装上件3内两套轴承,然后装上弹簧护套、弹簧和件2;件1的安装需两人同时工作,其中一人双手按下件2,件2压缩弹簧向下收缩,当成型轮轴上的卡圈槽露出时,另一人用外卡簧钳将件1装入卡圈槽内,组装完成。
3、注意事项:
(1).成型轮要在干净、有保护(如垫橡胶板)的水平工作面上清理,防止磕碰;
(2).清理小孔时不要拆塑料板以免组装完后真空不稳;也不要用其它的杂物清理,一定要用合适的钻头旋转清理;
(3).成型轮另一侧的不锈钢内六角螺钉为成型轮体的紧固螺钉,该面螺钉严禁拆卸,否则成型轮将不能再用(报废),造成不可挽回的后果。